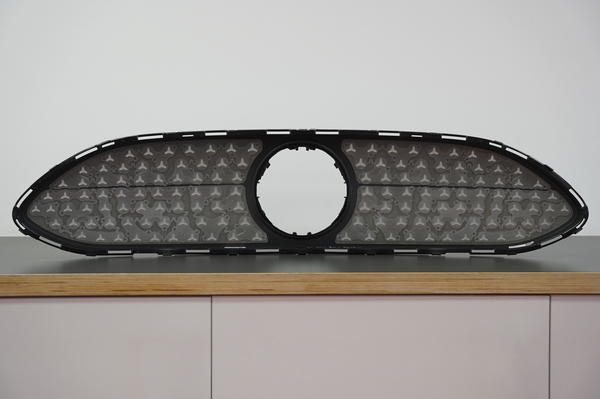
Ein Premiumhersteller plante die Einführung eines illuminierten Kühlergrills – ein Bauteil, das höchste Ansprüche an Optik, Dichtigkeit und Materialqualität stellt. Wir wurden beauftragt, ein selbstklebendes Formteil zu entwickeln, das die Fixierung und Abdichtung zwischen der Blende und den dahinterliegenden Komponenten sicherstellt.
Zunächst war vorgesehen, die beleuchteten Bereiche auszusparen und das Klebeband nur auf die vorhandenen Flächen der Blende aufzubringen. Doch diese Vorgehensweise erwies sich in der Praxis als schwierig: Die Positionierung war sehr aufwendig, führte immer wieder zu Ungenauigkeiten – und damit zu ungleichmäßiger Abdichtung und Ausschuss.
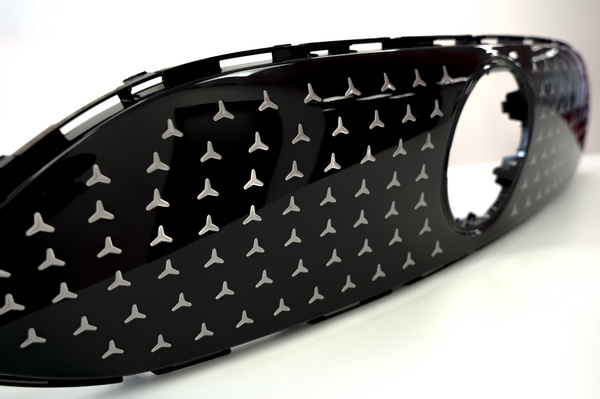
Um den Prozess zu vereinfachen, wurde ein neues Konzept entwickelt: Ein vollflächiges Klebebandformteil, das zunächst auf eine noch undurchlässige Blende geklebt und anschließend gemeinsam mit der Blende durchgestanzt wurde, um die später zu beleuchtenden Bereiche freizulegen.